Sterownik term. obróbki MSTOD-01
Zastosowanie:
Mikroprocesorowy Sterownik Termicznej Obróbki Drewna MSTOD-01, wraz z szafą energetyczną, będącą integralną częścią układu, to w pełni automatyczny, prosty w obsłudze i programowaniu układ sterowania komorą do wysokotemperaturowej obróbki drewna typu PW-10 produkcji ZM HAMECH – Hajnówka.
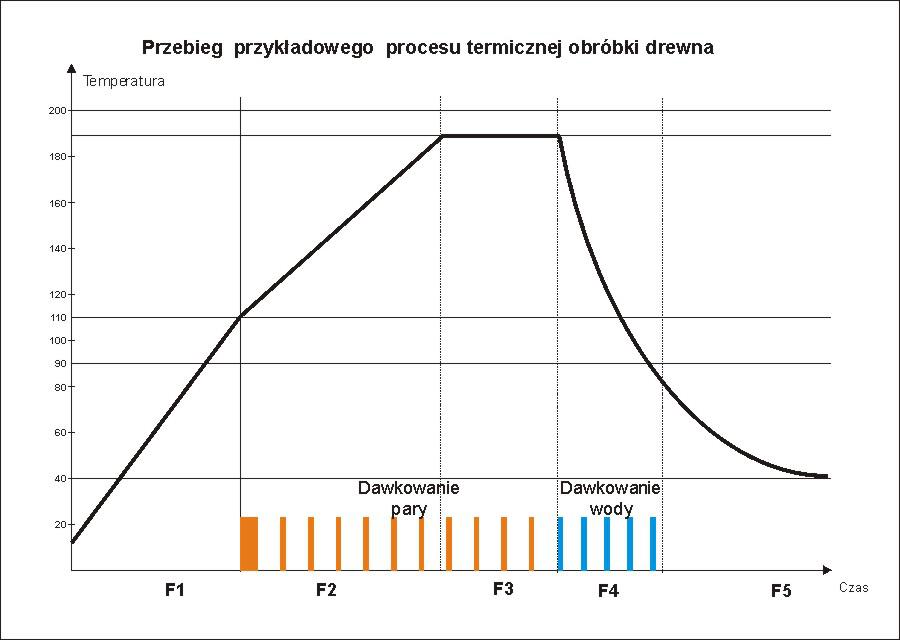
Parzelnia wysokotemperaturowa umożliwia termiczną modyfikację drewna liściastego i iglastego, w atmosferze pary wodnej i temperaturze do 2000C, w celu jego przebarwienia i polepszenia niektórych własności fizyko-chemicznych.

Właściwości
Zwarta, funkcjonalna i odporna konstrukcja
Brak specjalnych wymagań dla pomieszczeń, w których instaluje się układ sterowania
Prosta obsługa, programowanie dialogowe (pytanie – odpowiedź)
Możliwość zaprogramowania i zapamiętania do 9 procesów modyfikacji
Możliwość zmiany większości parametrów w trakcie procesu
Sygnalizacja stanów awaryjnych i sytuacji nieprawidłowych oraz odpowiednie procedury w zależności od rodzaju uszkodzenia.
Rejestracja procesu możliwa jest przy pomocy drukarki MEFKA SQ PDT, dostarczanej wraz z układem starowania.
Budowa układu
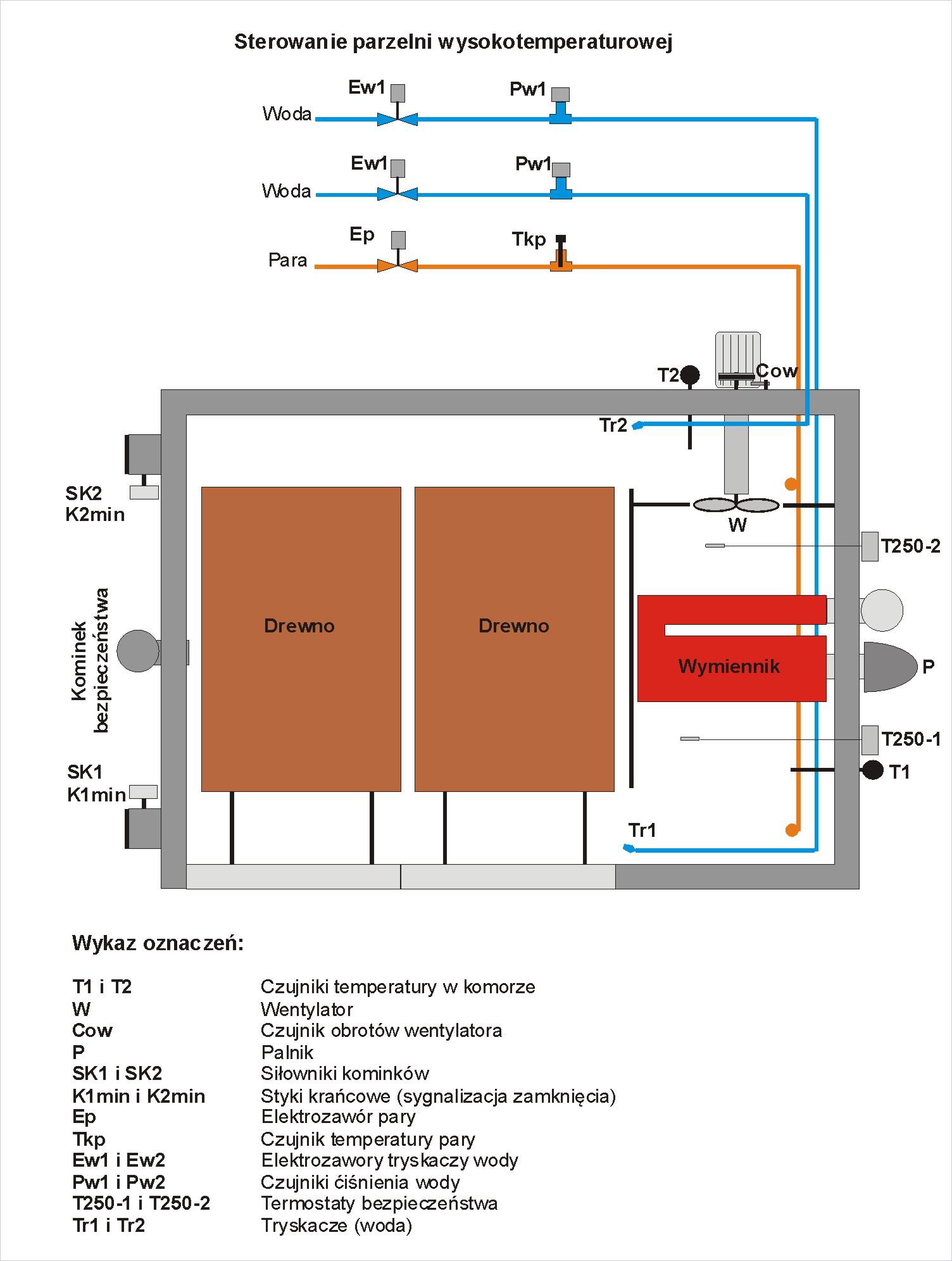
Układ sterowania składa się z następujących elementów:
Szafa energetyczna
– zapewnia zasilanie całego układu
– do niej są podłączony jest wentylator, palnik oraz termostaty bezpieczeństwa
Sterownik MSSD-03
– realizuje wszystkie pomiary i sterowania.
– umożliwia programowanie procesu, kontrolę parametrów i sygnalizuje awarie.
– umożliwia rejestrację procesu, posiada wyjście na drukarkę.
Tryby pracy
Praca automatyczna – AUTO
Jest to podstawowy tryb pracy sterownika. Po zaprogramowaniu wszystkich parametrów procesu następuje jego automatyczne uruchomienie.
Na podstawie wybranego programu, sterownik ustala wymagane parametry w komorze. Porównuje je z odczytywanymi wskazaniami urządzeń pomiarowych i sygnalizacyjnych i odpowiednio steruje wszystkimi urządzeniami wykonawczymi tj. wentylatorem, palnikiem, kominkami oraz elektrozaworami pary i wody.
Jeżeli cały proces przebiegnie bez zakłóceń, po osiągnięciu parametrów końcowych, następuje zatrzymanie pracy układu i powiadomienie obsługi.
W trakcie procesu, ingerencja obsługi wymagana jest tylko do kontroli i w przypadku zgłoszenia przez sterownik nieprawidłowości w pracy.
Proces można zatrzymać przełączając układ w tryb pracy ręcznej. Kontynuacja procesu następuje po ponownym przełączeniu w tryb pracy automatycznej.
Po zaniku i powrocie zasilania następuje kontynuacja procesu.
Praca ręczna – RĘCZNA
Ten tryb pracy przeznaczony jest raczej do kontroli poszczególnych urządzeń oraz może być wykorzystywany w sytuacjach, kiedy z powodu awarii praca automatyczna nie jest możliwa
W tym trybie regulatory są wyłączone.
Sterowanie wszystkich urządzeń odbywa się za pomocą klawiatury.
Dodatkowo przewidziano możliwość sterowania wentylatorem bezpośrednio z szafy energetycznej, w sytuacji awarii sterownika.
Możliwości programowe
Programowanie procesu jest bardzo proste.
Sterownik prowadzi użytkownika poprzez kolejne punkty programowania procesu, oczekując na wprowadzenie określonych wartości lub wybrania odpowiedniej opcji.
Zrealizowane i sprawdzone programy mogą zostać zapamiętane i wtedy nie musimy już programować ich ponownie, tylko wybieramy je z pamięci sterownika.
Obecna wersja umożliwia zapamiętanie 9 procesów.